-

Deburred and grinded compressor impeller
-
Entgratetes Aluminiumprofil
-

Deburred and grinded stamped part
-

Deburred and polished impression trays
-

Polished pot handle
-

Polished and deburred pot handle
-
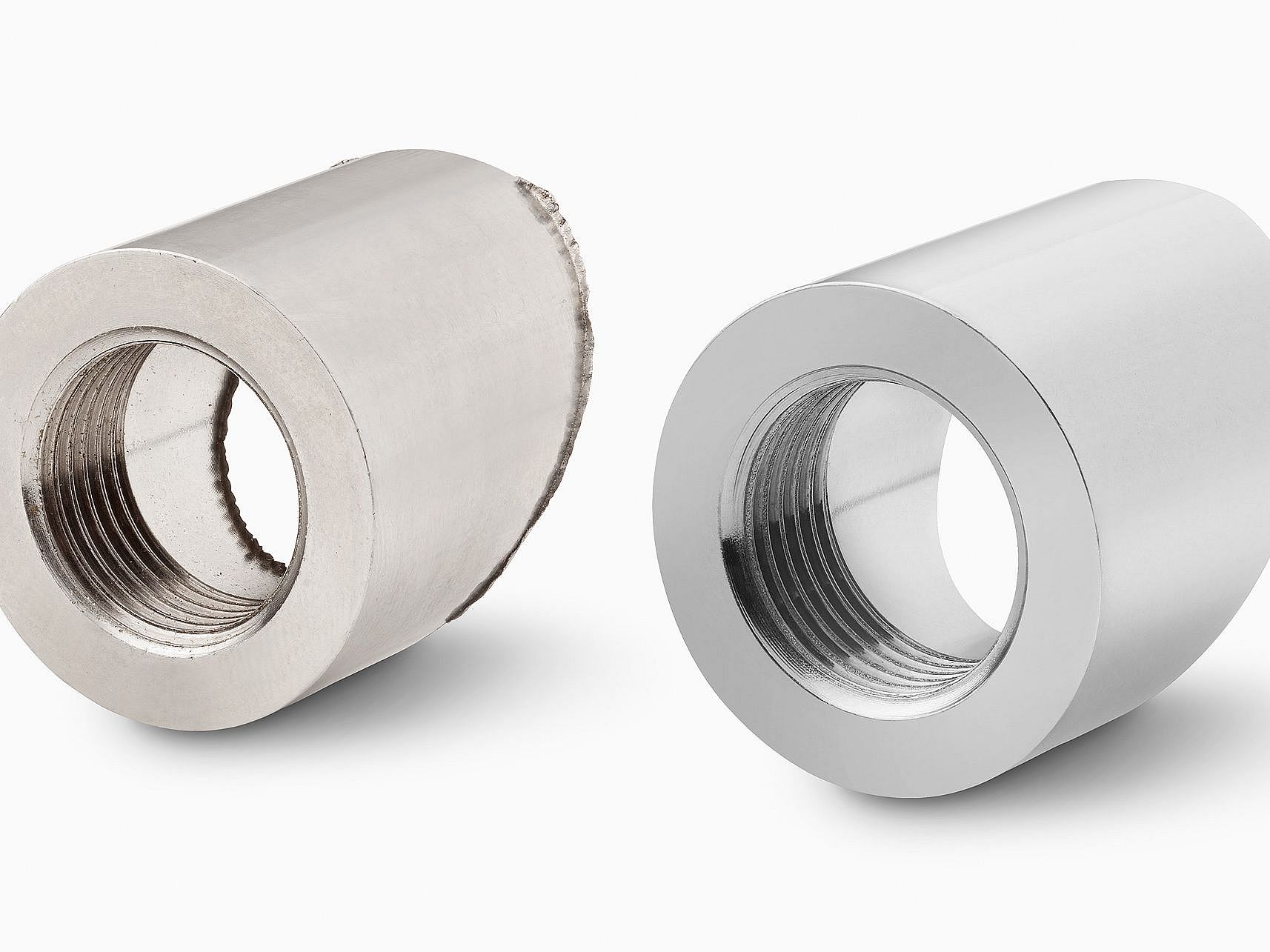
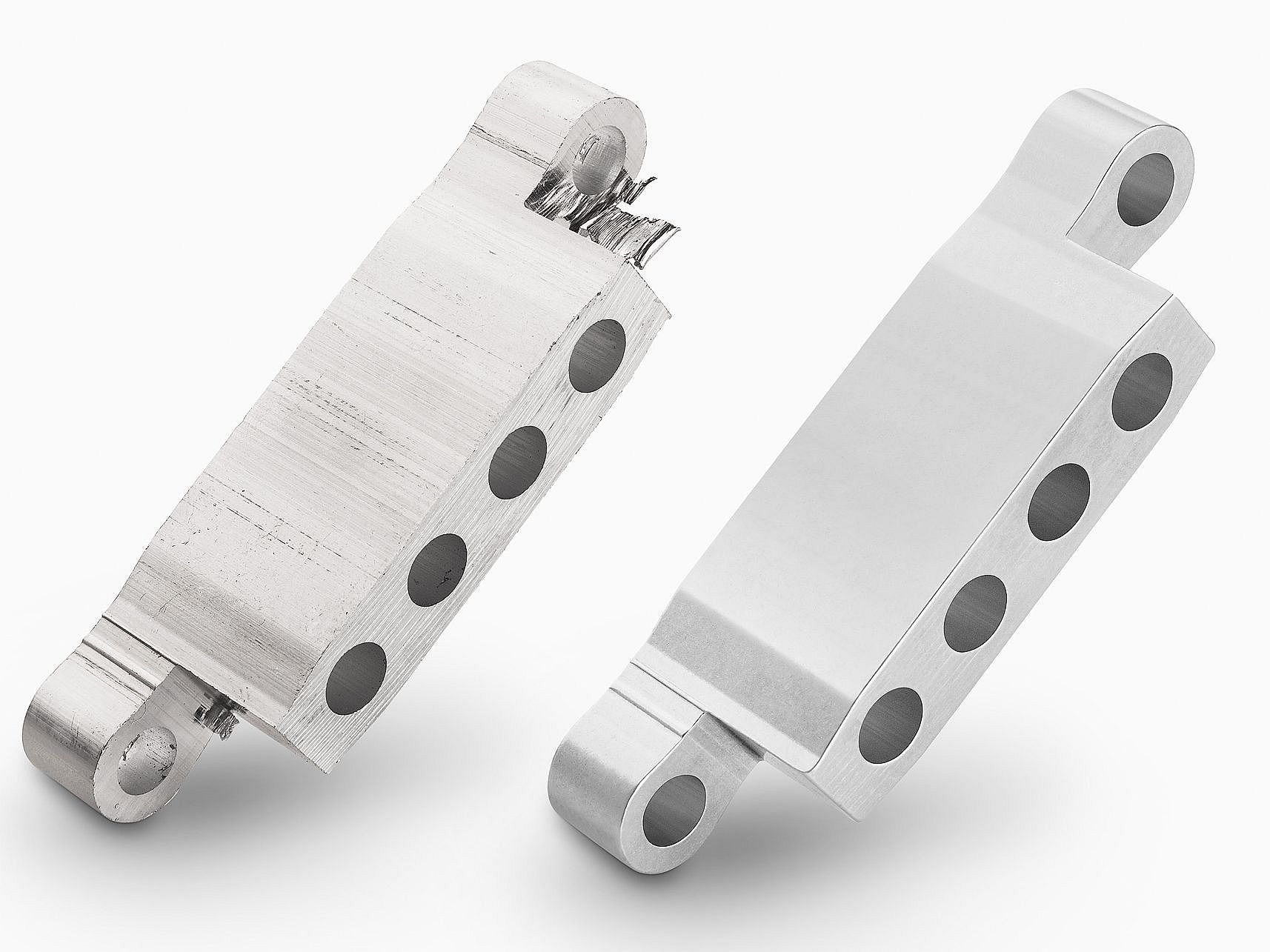
Polished and deburred turned-milled part
-

Lower leg component of a knee implant pre-grinded and polished
Stampings, turned and milled parts
The processing spectrum includes deburring, surface smoothing, defined edge radiusing of safety belt tongues and, even, the polishing of high performance motor sport components.
Stampings
Mass finishing is the preferred finishing method for stamped components. After the stamping operation the work pieces must mostly be deburred, undergo a surface grinding operation and must frequently be pre-treated for a subsequent coating or chrome plating step. In addition, stamping oil must be removed from the work piece surface (de-oiling).
Thin-walled sheet metal pieces or washers require mostly a deburring or edge radiusing operation. This preparatory step improves their handling characteristics, facilitates assembly and contributes significantly to the operational safety of these components.
Turned and milled parts
Mass finishing is also used for finishing complex milled parts with drilled holes and apertures.
When it comes to surface smoothing or polishing of work pieces with complex, difficult-to-treat, shapes, multivibrators of the MV series are the ideal processing machines.
Gears require mostly the smoothing of the gear flanks or a slight radiusing of the top tooth edges. The surface finishing of gears substantially lowers their friction coefficient.
In addition to deburring turned and milled components also require the removal of coolants, grease, cutting fluids and loose shavings.
Mass finishing
Mass finishing is clearly the predominant technology for processing turned and milled parts. Our experts, with the experience of hundreds of successful applications, are familiar with the customer requirements and are, therefore, able to quickly develop custom-engineered surface finishing solutions. They always take into account the integration of the finishing process into the customer’s manufacturing line and the optimization of the operational costs.
The result: Targeted and repeatable finishing of the work piece surface. This ensures not only that the work pieces meet the functional specifications but also that their optical appearance is significantly improved. Frequently, the lower surface roughness improves the running characteristics of turned components, which in turn augments the coefficient of performance, for example, in special pumps.


Sales Manager

